В течение десяти лет трубы с заводским изоляционным покрытием практически во всех отраслях – нефтегазовой, коммунальной, мелиорации и др. уверенно завоевывают лидирующее положение, вытесняя трассовые способы изоляции трубопроводов любого диаметра и назначения. Этому способствует несколько факторов.
Во-первых, с каждым годом наращивается выпуск труб с антикоррозионным покрытием различного диаметра, как за счет увеличения мощности в результате модернизации существующих линий изоляции (например, Челябинский, Выксунский трубные заводы), так и в результате строительства новых трубоизоляционных баз и линий изоляции: Ижорский трубный завод, ООО «Завод по изоляции труб» г. Тимашевск, ПК ЗАО «ТВЭЛ-Теплоросс» г. Санкт-Петербург, новые линии на Челябинском и Выксунском трубных заводах и др.
Во-вторых, постоянно совершенствуются, как зарубежные, так и отечественные материалы, используемые в производстве труб с антикоррозионным покрытием, что позволяет повышать качество изоляционных покрытий с одновременным упрощением технологического процесса их нанесения.
Ранее сообщалось о появлении на рынке однокомпонентного жидкого праймера на основе эпоксидных и аминовых смол L4098 Primer, разработанного английской фирмой “E.WOOD” и предназначенного для применения вместо использующихся в настоящее время порошковых эпоксидных композиций при производстве трехслойных полиэтилено-вых покрытий.
При 20ºС материал L4098 Primer представляет собой высоковязкую субстанцию (78 000 сп.) со временем хранения при нормальной температуре до 2-х лет. Праймер не содержит растворителей и не взрывоопасен.
В таблице 1 приведены основные преимущества эпоксидного жидкого однокомпонентного праймера по сравнению с порошковым:
№№
п/п |
Параметры |
Жидкий праймер |
Порошковый праймер |
| 1. |
Толщина слоя |
60-80 мкм |
150-200 мкм |
| 2. |
Температура поверхности трубы при отверждении праймера |
170-190ºС |
200-250ºС |
| 3. |
Обработка очищенной поверхности хроматами |
не требуется при температуре эксплуатации изолированной трубы не выше + 50ºС |
требуется |
| 4. |
Стоимость оборудования для нанесения праймера |
менее 30 тыс. $ США |
более 400 тыс. $ США |
| 5. |
Пожароопасность и взрывоопасность |
не пожароопасен и невзрывоопасен |
требует специального класса для помещения и мер и оборудования по предотвра-щению пожара и взрыва |
| 6. |
Потери при нанесении |
минимальны |
до 20% |
| 7. |
Условия хранения |
обычные |
Для хранения требуются кондиционируемое помеще-ние, температура не выше +35оС и целостность упаковки. |
Очевидные технологические и экономические преимущества жидкого однокомпонентного праймера поставили на повестку дня вопрос всестороннего изучения его защитных свойств в составе различных комбинаций материалов, применяющихся для трехслойных покрытий. С этой целью были проведены испытания образцов, вырезанных из промышленных партий труб, изолированных на ООО «Завод по изоляции труб» г. Тимашевск. Испытывались два типа образцов: на одних жидкий эпоксидный праймер “Primer L4098” наносился на трубу обработанную хроматом, на других – хромат не наносился.
Данные испытаний приведены в следующих таблицах:
Адгезия покрытия
| Температура,ºС |
Тип образца |
Адгезионная прочность, Н/см |
| 1 |
2 |
3 |
Среднее |
| 20 |
С хроматом |
325 |
350 |
375 |
350 к * |
| Без хромата |
350 |
350 |
325 |
340 к * |
| 50 |
С хроматом |
250 |
255 |
250 |
250 к * |
| Без хромата |
250 |
225 |
225 |
235 к * |
| 60 |
С хроматом |
225 |
215 |
210 |
215 к * |
| Без хромата |
200 |
205 |
200 |
200 к * |
к – когезионное отслоение
* - отслаивание сопровождается значительной вытяжкой образца
Водостойкость адгезии
(с хроматом)
| Температура, °С |
Адгезия (Н/см) после выдержки в течение (час) |
| 0 |
500 |
1000 |
1500 |
| 60 |
|
220 а-к (30:70%)
250 а-к (30:70%)
200 а-к (30:70%) |
252 а-к (50:50%)
220 а-к (70:30%)
267 а-к (70:30%) |
135
98
200 |
| 325 к |
|
246 а-к (70:30%) |
144 а-к (90:10%) |
| 80 |
|
200 а-к
150 а-к
250 а-к |
182 а
220 а
227 а |
255
280
140 |
| 325 к |
200 а-к (50:50%) |
210 а |
225 а-к (20:80%) |
а - отслаивание от праймера или от металла (очень тонкий слой праймера - трудно определить характер отслаивания)
к – когезионное отслаивание
Водостойкость адгезии
(без хромата)
| Температура, °С |
Адгезия (Н/см) после выдержки в течение (час) |
| 0 |
500 |
1000 |
1500 |
| 60 |
|
25 а
160 а-к (70:30%)
150 а-к (65:35%) |
25 а
58 а
102 а |
30
55
5 |
| 340 кh |
112 а-к h |
62 аh |
30 аh |
| 80 |
|
200 а-к (15:85%)
210 а-к (15:85%)
210 а-к (15:85%) |
277 а-к (40:60%)
262 а-к (30:70%)
255 а-к (50:50%) |
230
223
185 |
| 340 к |
207 а-к (15:85%) |
265 а-к (40:60%) |
212 а-к (10:90%) |
а - отслаивание от праймера или от металла (очень тонкий слой праймера - трудно определить характер отслаивания)
к – когезионное отслаивание
Стойкость к катодному отслаиванию
(с хроматом)
| Условия проведения испытаний |
Площадь отслоения, см2 |
| Потенциал, В |
Температура, ºС |
Длительность, суток |
| |
|
|
1 |
2 |
3 |
Ср. |
| -1,5 |
60 |
30 |
4,5 |
3,6 |
2,9 |
3,7 |
Стойкость к катодному отслаиванию
(без хромата)
| Условия проведения испытаний |
Площадь отслоения, см2 |
| Потенциал, В |
Температура, ºС |
Длительность, суток |
| |
|
|
1 |
2 |
3 |
Ср. |
| -1,5 |
60 |
30 |
19,5 |
19,5 |
- |
19,5 |
| -1,5 |
50 |
30 |
6 |
7 |
6 |
6,3 |
Термоциклирование: оба типа ≥ 10 циклов
Из представленных результатов испытаний следует, что при использовании хромата покрытие с жидким эпоксидным праймером L4098 удовлетворяет требованиям ОАО «Газпром» и ОАО АК «Транснефть» к покрытиям нормального типа и могут быть применены для трубопроводов с температурой эксплуатации до плюс 60ºС включительно.
Без обработки хроматом – трубы с покрытиями при использовании жидкого праймера могут быть применены для трубопроводов с температурой эксплуатации до плюс 50?С.
Оборудование и технологические процессы нанесения жидкого праймера, разработанные ЗАО «АНКОРТ», в настоящее время уже внедрены на нескольких заводах, производящих трубы с трехслойным полиэтиленовым покрытием (НПП «Укртрубоизол» г. Днепропетровск, ООО «Линия», г. Тихорецк, з-д «Юкорт», г. Нефтьюганск, ООО «Завод по изоляции труб», г. Тимашевск, Сиф-Изопайп г. Рязань, готовится внедрение на МОЭ «ТЗК» г. Москва, НПО «ЗНОК и ППД» г. Бугульма и др.)
Как показали промышленные испытания, жидкий праймер можно применять по следующей технологии: «теплый» праймер (40-45ºС) подается на распределяющий ролик и растирается по поверхности очищенной трубы, нагретой до 50-55ºС. Далее труба проходит через установку газового или индукционного нагрева, где нагревается до 170-190ºС для отверждения праймера. Далее наносится клеевой слой и слой полиэтилена с раздельной прикаткой каждого.
Принципиальная схема установки УНП-1М, разработанной ЗАО «Анкорт» для нанесения жидкого праймера, представлена на рис. 1.
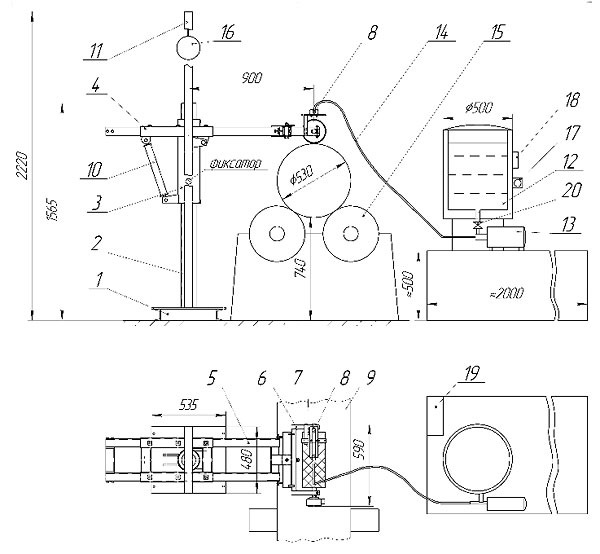
Рис.1 Принципиальная схема установки нанесения жидкого однокомпонентного праймера УНП-1М.
1 – фундаментная опора;
2 – стойка;
3 – гильза;
4 – коромысло;
5 – стрела;
6 – поворотная рамка;
7 – ролик;
8 – распределяющее устройство;
9 – труба;
10 – пневмоцилиндр;
11 – перекладина;
12 – емкость для материала с водяной рубашкой;
13 – насос-дозатор для подачи праймера;
14 – подающий трубопровод;
15 – рольганг перемещения труб (в поставку не входит);
16 – цепная таль;
17 – электронагреватель для нагрева воды в рубашке;
18 – вихревой насос для циркуляции воды в рубашке;
19 – пульт управления;
20 – запорный кран.
Установка состоит из фундаментной опоры 1, стойки 2, на которой расположена перемещающаяся гильза 3 с коромыслом 4, имеющим регулируемый вылет стрелы 5. На конце стрелы смонтировано устройство, которое имеет поворотную рамку 6 с установленным на ней вращающимся от привода роликом 7, над которым расположено распределяющее устройство 8 для полива барабана или поверхности трубы праймером. Прижим ролика к изолируемой трубе 9 осуществляется при помощи пневмоцилиндра 10.
Предварительно нагретый в установке термостатирования УТ-1 (отдельная позиция) материал1 подается насосом-дозатором 13 из подогреваемой емкости 12 через подогреваемый трубопровод 14 к распределяющему устройству 8. Материал распределяется вдоль ролика 7. Благодаря разности окружных скоростей ролика и трубы, праймер растирается по ее поверхности ровным слоем 60-80 мкм. Необходимое усилие прижима барабана к трубе обеспечивается пневмоцилиндром 10 с пульта управления 19. В зависимости от диаметра обрабатываемой трубы изменение позиции гильзы 3 на стойке 2 по вертикали осуществляется с помощью цепной тали 16. Фиксация гильзы осуществляется с помощью болтов.
Электрический пульт управления включает в себя металлический электротехнический пылезащищенный бокс, в котором установлен измеритель-регулятор температуры, который управляет системой подогрева всех элементов системы, система частотного управления насосом-дозатором и приводом растирающего ролика, а также автоматические выключатели и магнитный пускатель.
Пневматический пульт управления позволяет подавать и отводить растирающий ролик к трубе и от нее, задавать необходимую величину прижатия ролика к трубе, управлять устройством распределения праймера.
Разработанный процесс и оборудование для его осуществления исключает потери праймера за счет точно регулируемой подачи его насосом-дозатором и системы распределения и растира. При этом расход праймера приближается к теоретическому, составляющему при толщине слоя 50 мкм около 0,2 кг/м2 или 0,12 л/м2, так как вес 1 литра составляет 1,65 кг.
Таким образом, на рынке появился новый продукт, позволяющий снизить производственные затраты в процессе изоляции труб, упростить процесс нанесения трехслойных полиэтиленовых покрытий и это при значительно более низкой стоимости оборудования, необходимого для его нанесения.
По вопросам технологии, оборудования для нанесения и приобретения однокомпонентного жидкого праймера обращаться в ЗАО «Анкорт», Москва, Измайловское ш, д. 28, т. +7(495)366-47-37, +7(495)366-33-45.
E-mail:
ankort@ankort.ru
Журнал: Коррозия «Территория нефтегаз», №3(8), ноябрь 2007 год, стр. 38-40.

